5 Sorting Technologies for E-Waste Recycling
The problems of electronic waste are growing faster than any other waste stream, with a staggering 74 million metric tons projected by 2030. Yet, only 20% is properly recycled, leaving billions of dollars in recoverable materials untapped. Advanced sorting technologies are changing this, processing waste faster and more precisely than manual methods. Here’s a quick look at five key solutions:
- Optical Sorting Systems: Use sensors like NIR and X-ray to identify metals and plastics, achieving over 95% purity.
- AI-Powered Sorting: Combines deep learning with computer vision to improve accuracy and reduce contamination.
- Sensor-Based Systems: NIR and XRT focus on materials' physical and chemical properties for better recovery rates.
- Robotic Sorting: Handles complex tasks like disassembly and precision sorting with up to 80 picks per minute.
- Inductive/Electromagnetic Sorting: Separates non-ferrous metals like aluminum and copper using magnetic fields.
These technologies not only speed up processing but also improve material recovery and safety, making e-waste recycling more efficient and effective.
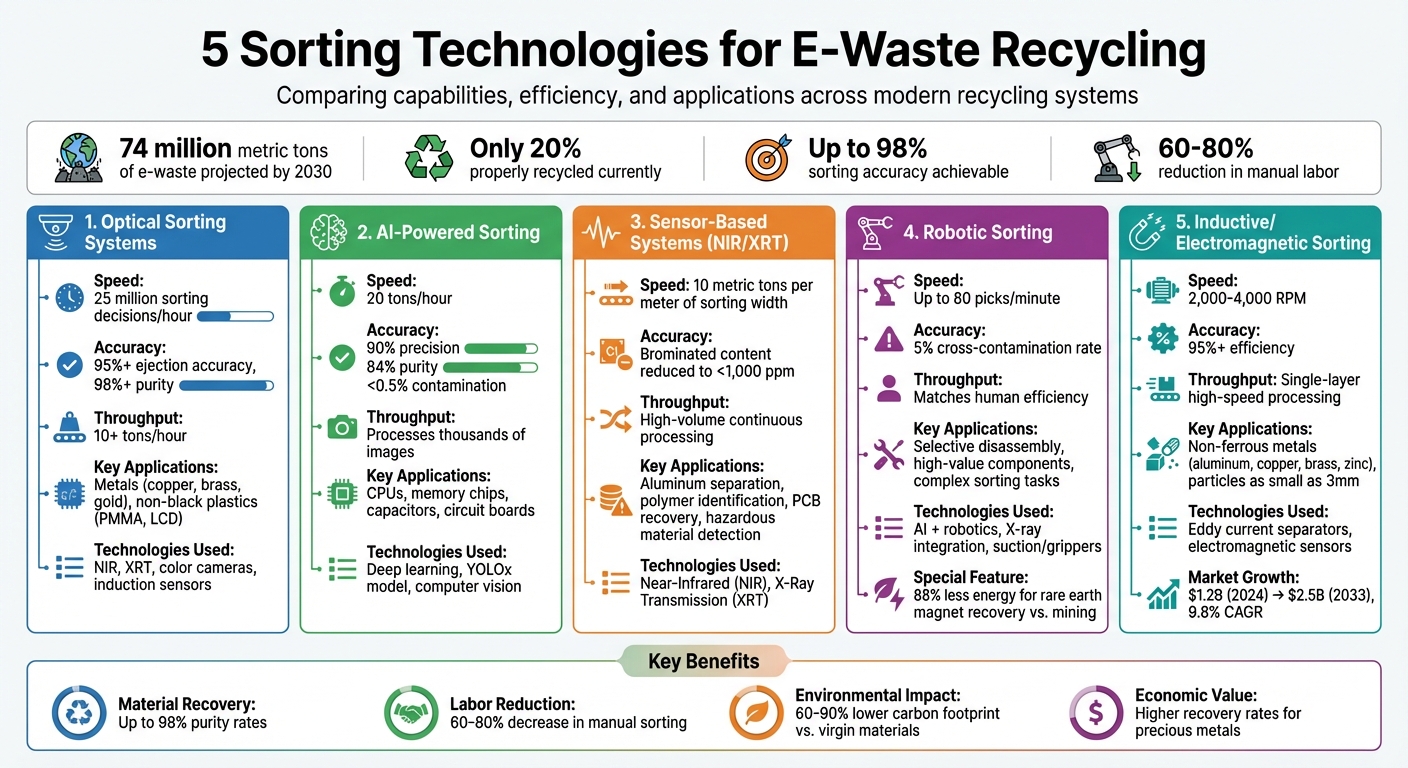
5 E-Waste Sorting Technologies Comparison: Capabilities and Applications
E-Scrap E-Waste Sorting with Artificial Intelligence - TOMRA Autosort Optical Sorter
sbb-itb-855056e
1. Optical Sorting Systems
Optical sorting systems use a mix of advanced sensors to identify and separate materials at speeds far beyond what manual sorting can achieve. These systems rely on tools like color cameras, near-infrared (NIR) sensors, X-ray transmission (XRT), and induction sensors to create a "material fingerprint" for each piece of e-waste. They can make up to 25 million sorting decisions per hour.
Materials move along conveyor belts at speeds of 6.5 to 10 feet per second, with each item scanned in less than 10 milliseconds. When tuned correctly, these systems can achieve ejection accuracy above 95% and purity rates exceeding 98% for certain metals.
For instance, a large-scale German recycling facility utilizes the TOMRA FINDER system to process over 10 tons of mixed metal scrap per hour. Using electromagnetic field sensors and visible spectrum cameras, the system separates aluminum, copper, and brass with over 95% purity (Okon Recycling, 2025).
Material Recovery Efficiency
Achieving high recovery rates starts with proper material preparation. E-waste is shredded into pieces smaller than 2 inches and spread out in a single layer to ensure sensor accuracy. Vibrating feeders help evenly distribute materials, improving both throughput and precision.
Each type of sensor has its specialty. Color cameras excel at detecting reflective metals like copper, brass, and gold. NIR sensors are ideal for sorting non-black plastics such as PMMA and LCD materials. XRT sensors, which work by analyzing density, are perfect for identifying aluminum alloys or flame-retardant plastics containing hazardous brominated compounds. Combining these sensors allows a single sorting line to recover valuable materials that fetch premium prices.
Precision in Sorting
Precision is key to preventing contamination, which can lower the value of recovered materials. Modern optical sorters can identify objects as small as 2 mm with impressive accuracy - an essential feature when dealing with complex e-waste.
"With the two main objectives being the recovery of as much value out of the mixed e-waste and the reduction in manual sorting stations, evolving technologies provide e-waste processors with all the tools at their disposal to achieve those goals."
- Felix Hottenstein, Sales Director, MSS
For smaller facilities, batch processing offers flexibility. A single optical sorter can handle different materials by switching software recipes for each batch, making advanced sorting technology accessible even with limited resources. This adaptability ensures precise sorting while keeping costs manageable.
Applicability to Diverse E-Waste Materials
Optical sorting systems are versatile, handling a wide range of materials by leveraging the strengths of different sensor technologies. Here's a breakdown of how various sensors are used for specific e-waste components:
| Sensor Technology | Primary Detection Capability | E-Waste Application |
|---|---|---|
| Color/RGB Cameras | Visual color, shape, and texture | Identifying copper, brass, and gold |
| Near-Infrared (NIR) | Molecular composition of polymers | Sorting non-black plastics (PMMA, LCD) |
| X‑Ray (XRT/XRF) | Atomic density and chemical elements | Separating aluminum alloys; detecting precious metals |
| Induction Sensors | Electromagnetic properties | Recovering stainless steel and residual wires |
| LIBS | Elemental chemical composition | High-throughput sorting of aluminum alloys |
That said, NIR sensors have limitations - they struggle to detect black plastics because carbon black absorbs infrared light. Fortunately, X-ray technology can step in, identifying and removing plastics with brominated flame retardants. This not only protects workers but also ensures the quality of recovered plastics.
2. AI-Powered Sorting and Computer Vision
Traditional optical sorting systems rely on sensors to analyze surfaces, but AI-powered techniques take things further with advanced image analysis. Using deep learning models, these systems can process thousands of images to identify components like CPUs, memory chips, and capacitors from shredded circuit boards.
By building on sensor-based approaches, AI systems significantly improve sorting precision. For instance, in February 2026, researchers Dhruv Talwar and Harsh Desai introduced A.R.I.S., an AI sorter using the YOLOx model. It achieved 90% precision and 84% purity while processing up to 20 tons of material per hour. This combination of speed and accuracy has paved the way for better material recovery and reduced contamination.
Contamination Reduction
One area where computer vision shines is contamination control. By analyzing countless data points for each item, these systems can distinguish between materials that look similar but are different, something traditional methods often struggle with. AI-powered sorting has boosted accuracy rates from 85% to 98%, reducing contamination levels to below 0.5% in some material streams.
"Deep learning enables recyclers to selectively target a specific value stream and increase purity of that product."
- Ty Rhoad, Regional Director of Recycling Sorting, TOMRA
A hybrid approach, like combining AI with X-ray transmission (DEXRT), adds another layer of precision. This method allows systems to "see" inside devices, identifying hidden hazards like embedded batteries, metal inserts, or flame-retardant polymers that standard optical sensors can't detect. By pinpointing these materials, recyclers can prevent contamination, enhance worker safety, and protect recovered streams.
Applicability to Diverse E-Waste Materials
AI systems are also highly adaptable, capable of being retrained to handle new waste streams without requiring physical upgrades. This flexibility is essential as electronics manufacturers continuously introduce new materials and designs. Robotic arms equipped with AI can perform up to 80 picks per minute, matching human efficiency while excelling at intricate sorting tasks that other systems struggle with.
| Technology | Primary Function in E-Waste | Key Benefit |
|---|---|---|
| Computer Vision | Surface recognition (color, shape, texture) | Identifies external material types (e.g., ABS vs. PC) |
| DEXRT (X-Ray) | Internal density/atomic structure analysis | Detects batteries and flame retardants |
| Deep Learning | Pattern recognition and classification | Enables precise sorting of specific components (CPUs, PCBs) |
| Robotic Arms | Physical separation and disassembly | Handles detailed tasks that fixed systems can't manage |
3. Sensor-Based Sorting (NIR and XRT)
Sensor-based sorting technologies, like Near-Infrared (NIR) and X-Ray Transmission (XRT), take e-waste processing to the next level by focusing on the physical and chemical properties of materials. NIR works by analyzing how light reflects off the molecular structure of plastics, while XRT identifies metals and hazardous substances by measuring atomic density. Together, these tools are a key part of modern e-waste facilities.
Material Recovery Efficiency
XRT technology is especially useful for extracting high-purity aluminum from mixed non-ferrous metal streams, often referred to as "Zorba." By distinguishing contaminants like magnesium based on density, XRT ensures the aluminum meets the strict standards required for premium remelting. This is critical since contaminated aluminum not only loses value but can also disrupt manufacturing processes.
"X-TRACT uses X-ray technology to detect materials based on their density... can guarantee premium remelt quality for recycled aluminum by ejecting heavy metal contaminants such as magnesium."
- Terence Keyworth, Segment Manager for Metal Recycling, Tomra Recycling
NIR sensors, on the other hand, excel at identifying specific polymers from shredded materials like flat panels and monitors, including PMMA and LCD components. They also recover Printed Circuit Boards (PCBs) in a single step before the material reaches eddy current separators. This not only simplifies the process but also helps preserve precious metals. Impressively, these sensor platforms can handle up to 10 metric tons of material per meter of sorting width.
Precise sorting doesn’t just recover materials efficiently - it also plays a big role in reducing contamination.
Contamination Reduction
When it comes to managing hazardous substances, XRT is invaluable. It identifies and removes brominated flame retardants, which are classified as persistent organic pollutants, from plastic waste streams. Dual-energy XRT can reduce brominated content to levels below 1,000 ppm, making the remaining plastic safe for recycling and ensuring compliance with WEEE and RoHS directives.
"If it is required for the processor to sort out flame retardant plastics (mostly brominated compounds) from regular plastics, dual-energy X-ray transmission is the recommended technology."
- Felix Hottenstein, Sales Director, MSS
NIR sensors further improve the quality of recovered materials by creating high-purity monofractions, which increases their resale value. These sensors identify resin types based on their spectral signatures. However, NIR struggles with black plastics because the carbon black colorants absorb light, making identification impossible. For these cases, facilities rely on alternative methods like electrostatic separation.
Applicability to Diverse E-Waste Materials
The combination of XRT and NIR technologies makes sorting more versatile. XRT specializes in density-based metal separation, while NIR focuses on polymer identification. Smaller facilities often use batch processing methods, where a single NIR unit sorts different materials by switching software settings. This approach helps reduce upfront costs.
| Technology | Sorting Principle | Primary E-Waste Application |
|---|---|---|
| X-Ray Transmission (XRT) | Atomic density/absorption | Separating aluminum from heavy metals; removing hazardous flame retardants |
| Near-Infrared (NIR) | Molecular spectroscopy | Identifying polymer types (PMMA, LCD); recovering PCBs and visible resins |
To maximize sensor accuracy, shredded e-waste is spread into a single layer on conveyor belts. This setup prevents air jets from mistakenly ejecting materials, and XRT’s non-destructive approach ensures delicate metals remain intact.
4. Robotic Sorting Systems
Robotic sorting systems use advanced deep learning and mechanical precision to tackle the challenges of sorting complex e-waste - tasks that traditional methods often can't handle. These systems thrive in unpredictable industrial settings, where conventional sorting struggles to keep up. With tools like suction cups or grippers, robotic arms can sort materials at impressive speeds, performing up to 80 picks per minute, rivaling human efficiency. By combining speed and accuracy, these systems improve material recovery processes and contribute to more effective e-waste management.
Precision in Sorting
One standout feature of robotic sorting systems is their ability to perform selective disassembly. This means they can recover valuable components for reuse, going beyond simple bulk separation. Using AI, these robots identify materials based on visual traits like shape, color, and texture. Some systems even integrate X-ray transmission with AI, enabling them to detect materials hidden under dirt or moisture - obstacles that typically stump traditional optical sensors.
"If AI is the brains behind smart sorting systems, robotics is the brawn."
This level of precision plays a key role in maintaining high-quality standards during later sorting stages. For example, robotic systems excel at removing contaminants from metal streams, such as small motors or wire bundles, which might evade magnets or eddy current separators. Advanced X-ray-based systems can achieve cross-contamination rates as low as 5%, while high-speed air jets can redirect materials in just 20 milliseconds.
Applicability to Diverse E-Waste Materials
These systems shine when dealing with high-value electronics like PCBs, CPUs, memory chips, and capacitors. They can pinpoint and collect small, valuable components with exceptional accuracy. Additionally, they are adept at isolating specific metals - such as copper wire, aluminum, brass, and stainless steel - from mixed material streams. Smaller facilities benefit from the flexibility of robotic sorters, which can process different materials in batches by simply switching software "recipes" for each run.
Material Recovery Efficiency
Robotic sorting systems not only handle a wide range of materials but also dramatically cut labor needs. Facilities using these systems can reduce manual labor by 60% to 80%. For specialized tasks like recovering rare earth magnets, robotic "magnet-to-magnet" methods use up to 88% less energy compared to traditional mining and refining techniques. Many modern systems even include self-diagnostic features, capable of identifying 85% of common mechanical issues without requiring a technician.
5. Inductive and Electromagnetic Sorting
Inductive and electromagnetic sorting technologies use magnetic fields and conductivity to separate metals from mixed e-waste streams. Eddy current separators (ECS) operate by generating an alternating magnetic field at high speeds (2,000–4,000 RPM). When conductive metals enter this field, they experience repulsive forces that push them out of the stream. Similarly, sensor-based induction systems rely on electromagnetic sensors to detect conductivity. These systems then activate air jets or mechanical actuators to divert metals into collection bins. This method complements earlier sensor-based approaches by focusing on metals that require magnetic differentiation.
Applicability to Diverse E-Waste Materials
These technologies are effective at recovering non-ferrous metals like aluminum, copper, brass, and zinc, and can sort particles as small as 3mm. Electromagnetic sensors are particularly useful for recovering materials such as PCBs, stainless steel, and copper wires. Terence Keyworth, Segment Manager for Metal Recycling at TOMRA Recycling, highlights the benefits:
"The FINDER unit, which uses electromagnetic fields to recognize different metals, can be used to recover all metals from the non-metals. This minimizes the loss of valuables into the plastics and also ensures the quality of the plastic end products".
Material Recovery Efficiency
Eddy current separators, when used in single-layer setups, can achieve sorting efficiency rates exceeding 95% with minimal power consumption. The market for induction sorting systems is projected to grow significantly, from $1.2 billion in 2024 to $2.5 billion by 2033, with a compound annual growth rate of 9.8%. Advanced systems now combine induction sensors with high-resolution cameras or AI, enabling precise sorting of complex materials, such as separating copper wires from PCBs.
Contamination Reduction
Induction-based metal detectors play a key role in removing residual metals - like screws, stainless steel fragments, and small wire bundles - from plastic-rich streams after the initial sorting process. This ensures that the final plastic output meets strict purity standards for resale. To optimize results, e-waste should be shredded to a uniform size (typically under 2 inches) before undergoing induction sorting. Additionally, moisture levels must be controlled, as excessive moisture can reduce the effectiveness of electromagnetic sorting. A sequential sorting process is recommended: magnets first remove ferrous materials, followed by eddy current separators for non-ferrous metals, and finally induction sensors to capture residual stainless steel and wires. These systems integrate seamlessly with automated optical and robotic technologies.
Conclusion
The five sorting technologies discussed - optical systems, AI-powered vision, sensor-based sorting (NIR and XRT), robotic systems, and inductive/electromagnetic separators - are reshaping how recyclers manage e-waste to meet growing demands. Each system tackles specific challenges: NIR sensors sort polymers by type, XRT eliminates hazardous flame retardants, and electromagnetic separators recover residual metals. Together, these technologies achieve up to 98% sorting accuracy while reducing manual labor by as much as 80%. By integrating these systems, e-waste processing becomes more efficient and environmentally responsible.
"Greater separation of e-waste is a means for processors to gain a more robust trading position in the global marketplace."
- Terence Keyworth, Segment Manager for Metal Recycling, TOMRA Recycling
These advancements also promote certified recycling practices, as demonstrated by Rica Recycling in the San Francisco Bay Area. Their commitment to a 100% landfill-free process achieves over 99% metal purity and up to 50% higher recovery rates. This ensures that items like computers, laptops, and servers are transformed into clean, high-value material streams. Using high-purity recycled materials can also reduce the carbon footprint of new products by 60% to 90% compared to relying on virgin materials.
Automated sorting is critical for addressing the challenges recyclers face today. As devices become smaller and precious metal yields decrease - gold content in motherboards, for instance, has dropped from 200–225 parts per million in 1999 to as low as 70 ppm in some newer models - advanced sorting technologies step in where manual processes fall short. Felix Hottenstein of MSS, Inc. highlights this shift:
"With the two main objectives being the recovery of as much value out of the mixed e-waste and the reduction in manual sorting stations, evolving technologies provide e-waste processors with all the tools at their disposal to achieve those goals"
For businesses, schools, and organizations in California looking for certified electronics recycling, these technological breakthroughs deliver more efficient material recovery, better compliance with state e-waste laws, and improved environmental outcomes. By combining sensor fusion, AI-driven decisions, and robotic precision, recyclers now have a comprehensive approach to optimizing resources and ensuring a sustainable future.
FAQs
Which sorting technology is best for my e-waste stream?
The best sorting technology hinges on the materials you're working with and the specifics of your recycling process. Sensor-based systems, such as optical and induction sorters, are excellent for efficiently separating metals, plastics, and hazardous components from complex e-waste. Meanwhile, AI-powered technologies take things a step further by boosting sorting precision and automating disassembly, which not only improves safety but also maximizes resource recovery. To choose the right solution, factor in the types of materials, the volume you handle, and your overall recycling goals.
Why is black plastic so hard to sort with NIR sensors?
Black plastic poses a challenge for sorting with NIR (near-infrared) sensors because it absorbs near-infrared light. This absorption prevents the sensors from properly detecting the material, making it harder to identify and separate black plastics during recycling.
How do recyclers detect and remove batteries and flame-retardant plastics?
Recyclers rely on advanced sensor-based technologies and AI systems to identify and separate materials like batteries and flame-retardant plastics. Tools such as optical sensors, cameras, and spectrometers analyze materials based on their physical and chemical traits, including color and spectral signatures. AI plays a key role by improving sorting precision through continuous learning from collected data. For example, flame-retardant plastics are identified by their unique chemical markers, ensuring that hazardous materials are safely removed for proper recycling and to help protect the environment.